1 回转支承安装座结构
液压挖掘机回转支承安装座是连接其上、下车的关键部件,不仅承受上车、工作装置的重力和重力矩,同时还承受工作时的冲击力,其品质优劣直接影响挖掘机质量和工作性能。回转支承安装座结构分为焊接式和整体式 2 种,中小型挖掘机一般采用生产成本低、生产效率高的焊接式结构。
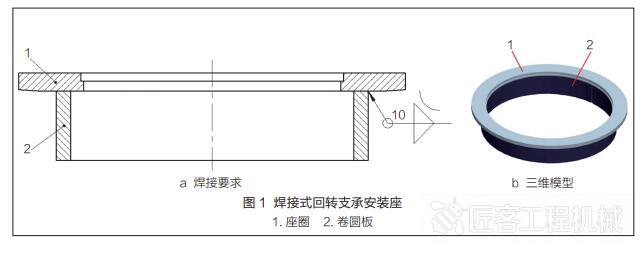
焊接式结构的回转支承安装座主要由座圈和卷圆板组成,如图 1 所示。其下部的卷圆板为钢板卷圆焊接而成,再与上部座圈焊接在一起。座圈与卷圆板连接处的内、外圈均需焊接,待与下车架完成组焊后再进行整体加工。焊缝是回转支承安装座最薄弱、最关键部位,在生产制造时必须保证焊缝无缺陷,若出现焊缝开裂现象,将导致下车架结构件整体报废。
2 存在问题
原 XG815FL 型、XG822FL 型系列挖掘机回转支承安装座的座圈与卷圆板采用半自动焊接机器人进行焊接,其存在 2 个问题,如下所述。
2.1 焊缝质量差
采用半自动焊接机器人焊接回转支承安装座时,焊枪固定不动,回转支承安装座使用夹具固定在转盘上,随着转盘转动进行环形焊缝焊接。由于焊接过程不稳定,造成焊缝出现气孔、飞溅、表面成型粗糙等质量缺陷,容易导致焊缝开裂。
若检验出焊缝质量缺陷,返修过程复杂且耗时较长,由此增加制造成本。若没有检测出焊缝质量缺陷,则会留下了严重隐患,在挖掘机交变载荷作用下极易发生早期损坏,这样须更换整个下车架,将造成更大损失。半自动焊接机器人焊接质量缺陷如图 2 所示。

2.2 焊接效率低
由于半自动焊接机器人无自动校准功能,每个工件均需手工校对,当回转支承安装座安装在夹具上的位置稍有偏差时,需焊工进行调整,焊接过程从头至尾都要由焊工进行现场看护,造成焊接效率低、劳动强度大、生产周期长、生产成本高。
3 改进措施
针对回转支承安装座焊接工艺存在的上述问题,我们决定将半自动焊接机器人焊接改进为全自动焊接机器人焊接,改进的重点是设计焊接夹具和设定焊接工艺参数 2 个方面。
3.1 设计焊接夹具
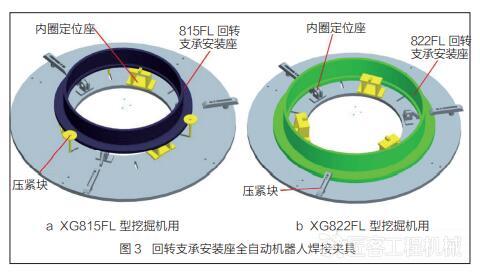
我们设计的夹具主要由底板、定位座和夹紧装置组成。焊接回转支承安装座时,其座圈在下、卷圆板在上,用座圈内圈的 3 点进行定位,并限制卷圆板的 4 个自由度。在垂直于底板方向设置压紧装置将座圈压紧,限制其 2 个自由度。该夹具留有足够的空间,可保证其不与机械手发生干涉,可完整焊接内、外焊缝。
该夹具可焊接多种机型回转支承安装座,其内侧 3 个定位座用于 XG815FL 型挖掘机回转支承安装座的夹紧定位,其外侧 3 个定位座用于 XG822FL 型挖掘机回转支承安装座的夹紧定位。回转支承安装座全自动机器人焊接夹具如图 3 所示。
3.2 设定焊接工艺参数
全自动焊接机器人采用二氧化碳与氩气的混合气体进行保护焊,根据回转支承安装座加工图标注的焊缝尺寸,我们用不同的焊接电流、焊接电压、焊接速度及摆动弧度等焊接工艺参数对试件进行焊接试验,并对试件进行超声波探伤、拉伸、冲击和疲劳试验,得出最合理的焊接工艺参数。试验过程如图4 所示。

3.3 焊接试验
运用所设计的夹具和试件所得的焊接工艺参数对回转支承座进行焊接试验,采用二层二道焊即打底填充焊和盖面焊,焊后对回转支承安装座进行超声波无损探伤检测,未发现任何焊接缺陷,焊缝表面成型美观。全自动机器人实际焊接过程如图 5 所示。

4 改进效果
我们采用上述改进措施对焊接完成的回转支承安装座进行检测,未发现任何焊缝缺陷,焊接气孔产生率接近 0%,焊缝表面成型美观。此后向客户交付 10 台挖掘机进行实际工况试验,这 10 台挖掘机每台工作 6000h,回转支承安装座焊缝均未出现任何问题,这说明此项焊接工艺改进措施获得了成功。
半自动焊接机器人焊接单台回转支承安装座所用工时为 2.4h,改用全自动焊接机器人后,单台回转支承安装座焊接工时为 1.2h,所用工时减少一半,生产效率提高 1 倍,经计算每年可节约人工、返修、售后等各种成本约 10 万元。全自动焊接机器人带有自动寻位功能,可先自动校准工件位置后再进行焊接,大幅度降低了焊工的劳动强度。
作者:杨 英
来源:《工程机械与维修》2018年第6期
 工程机械与维修
工程机械与维修 今日工程机械
今日工程机械
修机丨液压挖掘机回转支承安装座 焊接工艺的改进
匠客工程机械 评论(0)
来源:匠客工程机械
1 回转支承安装座结构
液压挖掘机回转支承安装座是连接其上、下车的关键部件,不仅承受上车、工作装置的重力和重力矩,同时还承受工作时的冲击力,其品质优劣直接影响挖掘机质量和工作性能。回转支承安装座结构分为焊接式和整体式 2 种,中小型挖掘机一般采用生产成本低、生产效率高的焊接式结构。
焊接式结构的回转支承安装座主要由座圈和卷圆板组成,如图 1 所示。其下部的卷圆板为钢板卷圆焊接而成,再与上部座圈焊接在一起。座圈与卷圆板连接处的内、外圈均需焊接,待与下车架完成组焊后再进行整体加工。焊缝是回转支承安装座最薄弱、最关键部位,在生产制造时必须保证焊缝无缺陷,若出现焊缝开裂现象,将导致下车架结构件整体报废。
2 存在问题
原 XG815FL 型、XG822FL 型系列挖掘机回转支承安装座的座圈与卷圆板采用半自动焊接机器人进行焊接,其存在 2 个问题,如下所述。
2.1 焊缝质量差
采用半自动焊接机器人焊接回转支承安装座时,焊枪固定不动,回转支承安装座使用夹具固定在转盘上,随着转盘转动进行环形焊缝焊接。由于焊接过程不稳定,造成焊缝出现气孔、飞溅、表面成型粗糙等质量缺陷,容易导致焊缝开裂。
若检验出焊缝质量缺陷,返修过程复杂且耗时较长,由此增加制造成本。若没有检测出焊缝质量缺陷,则会留下了严重隐患,在挖掘机交变载荷作用下极易发生早期损坏,这样须更换整个下车架,将造成更大损失。半自动焊接机器人焊接质量缺陷如图 2 所示。
2.2 焊接效率低
由于半自动焊接机器人无自动校准功能,每个工件均需手工校对,当回转支承安装座安装在夹具上的位置稍有偏差时,需焊工进行调整,焊接过程从头至尾都要由焊工进行现场看护,造成焊接效率低、劳动强度大、生产周期长、生产成本高。
3 改进措施
针对回转支承安装座焊接工艺存在的上述问题,我们决定将半自动焊接机器人焊接改进为全自动焊接机器人焊接,改进的重点是设计焊接夹具和设定焊接工艺参数 2 个方面。
3.1 设计焊接夹具
我们设计的夹具主要由底板、定位座和夹紧装置组成。焊接回转支承安装座时,其座圈在下、卷圆板在上,用座圈内圈的 3 点进行定位,并限制卷圆板的 4 个自由度。在垂直于底板方向设置压紧装置将座圈压紧,限制其 2 个自由度。该夹具留有足够的空间,可保证其不与机械手发生干涉,可完整焊接内、外焊缝。
该夹具可焊接多种机型回转支承安装座,其内侧 3 个定位座用于 XG815FL 型挖掘机回转支承安装座的夹紧定位,其外侧 3 个定位座用于 XG822FL 型挖掘机回转支承安装座的夹紧定位。回转支承安装座全自动机器人焊接夹具如图 3 所示。
3.2 设定焊接工艺参数
全自动焊接机器人采用二氧化碳与氩气的混合气体进行保护焊,根据回转支承安装座加工图标注的焊缝尺寸,我们用不同的焊接电流、焊接电压、焊接速度及摆动弧度等焊接工艺参数对试件进行焊接试验,并对试件进行超声波探伤、拉伸、冲击和疲劳试验,得出最合理的焊接工艺参数。试验过程如图4 所示。
3.3 焊接试验
运用所设计的夹具和试件所得的焊接工艺参数对回转支承座进行焊接试验,采用二层二道焊即打底填充焊和盖面焊,焊后对回转支承安装座进行超声波无损探伤检测,未发现任何焊接缺陷,焊缝表面成型美观。全自动机器人实际焊接过程如图 5 所示。
4 改进效果
我们采用上述改进措施对焊接完成的回转支承安装座进行检测,未发现任何焊缝缺陷,焊接气孔产生率接近 0%,焊缝表面成型美观。此后向客户交付 10 台挖掘机进行实际工况试验,这 10 台挖掘机每台工作 6000h,回转支承安装座焊缝均未出现任何问题,这说明此项焊接工艺改进措施获得了成功。
半自动焊接机器人焊接单台回转支承安装座所用工时为 2.4h,改用全自动焊接机器人后,单台回转支承安装座焊接工时为 1.2h,所用工时减少一半,生产效率提高 1 倍,经计算每年可节约人工、返修、售后等各种成本约 10 万元。全自动焊接机器人带有自动寻位功能,可先自动校准工件位置后再进行焊接,大幅度降低了焊工的劳动强度。
作者:杨 英
来源:《工程机械与维修》2018年第6期
敬请关注 《工程机械与维修》&《今日工程机械》 官方微信
更多精彩内容,请关注《工程机械与维修》与《今日工程机械》官方微信