1. 故障现象
我公司现有山工 ZL50F 型、山工650 型及 650B 型装载机,这些装载机生产任务繁重、作业工况恶劣,其工作装置的轴销缺乏润滑保养,不能按时加注润滑脂,造成轴销加快磨损、更换频繁,由此增加了公司维修成本,给正常生产造成不利影响。若不及时更换轴销,会导致轴套甚至轴套座孔的加速磨损,甚至会引发机械事故。我们对装载机轴销快速磨损故障进行了排查,在找出故障原因的基础上提出了改进方案。
2. 故障排查
我们对装载机轴销磨损情况排查的结果表明,其铲斗的下轴销、下轴套、上轴销、上轴套以及摇臂端轴销和轴套磨损的频率较高。
我们对上述轴销的尺寸进行测量,其结果如下:铲斗下端 2 个轴销孔直径 均 为 70mm, 长 度 均 为 230mm; 铲斗上端轴销孔直径为 80mm,长度为210mm;摇臂端轴销孔直径为 80mm,长度为 220mm。
我公司自制了这些装载机铲斗轴销, 下 端 轴 销 直 径 为 70mm, 长 度 为240mm;上端轴销直径为 80mm,长度为 239mm(长度包括固定板尺寸)。前一段时间制作的铲斗上端和摇臂端轴销直径为 80mm,长度为 268mm(有存货,仍在用)。
经测量,轴套内径上的油道均处于中间位置,且油槽为 20mm 的圆形出油孔,而不同批次的轴销,其出油孔位置参差不齐。对配件库房里 2 个批次的轴销进行轴孔位置测量发现,铲斗下端轴销出油孔位置距轴销顶端的距离分别为120mm 和 130mm,铲斗上端和摇臂端轴销的出油孔距轴销顶端的距离分别为123mm 和 130mm。
3. 故障原因
由故障排查结果可知,我公司自制轴销存在 2 个问题:一是轴销出油孔轴向位置不确定,不能保证处于与轴套油道相对应的位置;二是轴销出油孔径向位置不确定,容易使出油孔处于轴销受力位置,造成出油孔不能排出润滑脂,导致轴销和轴套得不到有效润滑而加快磨损。改进前的轴销结构如图 1 所示。

经进一步分析,我公司自制轴销加快磨损的原因还有以下 2 点:一是轴销材质、加工工艺和表面热处理等方面与原厂轴销相比存在差距;二是操作人员对轴销润滑保养不及时,尤其是较难注油的轴销润滑不足。
4. 改进方案
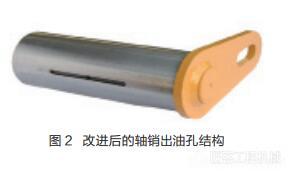
经研究,我们提出以下 6 项改进方案:一是采购或加工轴销的尺寸要标准,其出油孔位置要与轴套上的油槽相吻合;二是选用优质材料(如 40cr 钢)加工轴销;三是将轴销圆形出油孔改进为长槽形出油孔,且将长槽形出油孔设置在轴销受力部位的另一侧,以减少轴销堵塞概率;四是选用淬硬层较厚的轴销,以提高其耐磨性能;五是对更换下来磨损不严重的轴销采用电刷镀等方法进行修复,以降低维修成本。六是配件库房将库存的不同部位的轴销标注其具体名称和尺寸,以免错装。改进后的轴销结构如图 2 图所示。
5. 改进效果
我公司装载机轴销按照上述方案改进后,轴销磨损过快现象消失。此项改进在不增加成本的情况下,保证了装载机轴销和轴套的良好润滑和配合,延长了轴销和轴套使用寿命,降低了维修费用,达到了预期效果。
作者:傅立明
来源:《工程机械与维修》2018年第2期
 工程机械与维修
工程机械与维修 今日工程机械
今日工程机械
修机|装载机轴销加快磨损的原因及改进方案
匠客工程机械 评论(0)
来源:匠客工程机械
1. 故障现象
我公司现有山工 ZL50F 型、山工650 型及 650B 型装载机,这些装载机生产任务繁重、作业工况恶劣,其工作装置的轴销缺乏润滑保养,不能按时加注润滑脂,造成轴销加快磨损、更换频繁,由此增加了公司维修成本,给正常生产造成不利影响。若不及时更换轴销,会导致轴套甚至轴套座孔的加速磨损,甚至会引发机械事故。我们对装载机轴销快速磨损故障进行了排查,在找出故障原因的基础上提出了改进方案。
2. 故障排查
我们对装载机轴销磨损情况排查的结果表明,其铲斗的下轴销、下轴套、上轴销、上轴套以及摇臂端轴销和轴套磨损的频率较高。
我们对上述轴销的尺寸进行测量,其结果如下:铲斗下端 2 个轴销孔直径 均 为 70mm, 长 度 均 为 230mm; 铲斗上端轴销孔直径为 80mm,长度为210mm;摇臂端轴销孔直径为 80mm,长度为 220mm。
我公司自制了这些装载机铲斗轴销, 下 端 轴 销 直 径 为 70mm, 长 度 为240mm;上端轴销直径为 80mm,长度为 239mm(长度包括固定板尺寸)。前一段时间制作的铲斗上端和摇臂端轴销直径为 80mm,长度为 268mm(有存货,仍在用)。
经测量,轴套内径上的油道均处于中间位置,且油槽为 20mm 的圆形出油孔,而不同批次的轴销,其出油孔位置参差不齐。对配件库房里 2 个批次的轴销进行轴孔位置测量发现,铲斗下端轴销出油孔位置距轴销顶端的距离分别为120mm 和 130mm,铲斗上端和摇臂端轴销的出油孔距轴销顶端的距离分别为123mm 和 130mm。
3. 故障原因
由故障排查结果可知,我公司自制轴销存在 2 个问题:一是轴销出油孔轴向位置不确定,不能保证处于与轴套油道相对应的位置;二是轴销出油孔径向位置不确定,容易使出油孔处于轴销受力位置,造成出油孔不能排出润滑脂,导致轴销和轴套得不到有效润滑而加快磨损。改进前的轴销结构如图 1 所示。
经进一步分析,我公司自制轴销加快磨损的原因还有以下 2 点:一是轴销材质、加工工艺和表面热处理等方面与原厂轴销相比存在差距;二是操作人员对轴销润滑保养不及时,尤其是较难注油的轴销润滑不足。
4. 改进方案
经研究,我们提出以下 6 项改进方案:一是采购或加工轴销的尺寸要标准,其出油孔位置要与轴套上的油槽相吻合;二是选用优质材料(如 40cr 钢)加工轴销;三是将轴销圆形出油孔改进为长槽形出油孔,且将长槽形出油孔设置在轴销受力部位的另一侧,以减少轴销堵塞概率;四是选用淬硬层较厚的轴销,以提高其耐磨性能;五是对更换下来磨损不严重的轴销采用电刷镀等方法进行修复,以降低维修成本。六是配件库房将库存的不同部位的轴销标注其具体名称和尺寸,以免错装。改进后的轴销结构如图 2 图所示。
5. 改进效果
我公司装载机轴销按照上述方案改进后,轴销磨损过快现象消失。此项改进在不增加成本的情况下,保证了装载机轴销和轴套的良好润滑和配合,延长了轴销和轴套使用寿命,降低了维修费用,达到了预期效果。
作者:傅立明
来源:《工程机械与维修》2018年第2期
敬请关注 《工程机械与维修》&《今日工程机械》 官方微信
更多精彩内容,请关注《工程机械与维修》与《今日工程机械》官方微信