1 裂纹现象
履带式工程机械由链轮驱动履带实现行走,因此链轮是履带式工程机械的重要受力部件。产品质量检验结果表明,我公司某些型号履带式工程机械所用链轮的裂纹率较高,其中 20t 级 8190-MK-AS001 型链轮裂纹率高达40%,20t 级 8190-MO-AS001 型链轮裂纹率高达 20%。链轮裂纹率居高不下,给公司的产品质量、经济效益和企业形象带来不良影响。
2 市场调研
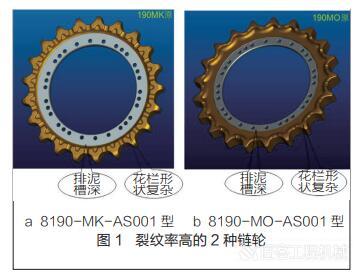
为 了 查 找 链 轮 产 生 裂 纹 的 原 因, 我 们进 行 了 市 场 调 研。8190-MK-AS001 型 和8190-MO-AS001 型链轮根据欧美相关简图设计,其主要特点是设有花栏、排泥槽较深,其缺点是形状复杂、铸造工艺性较差、容易产生裂纹。裂纹率高的 2 种链轮如图 1 所示。
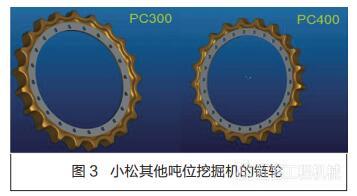
而小松 PC200 型 20T 级挖掘机链轮上没有花栏,且排泥槽较浅,如图 2 所示。小松其他吨位挖掘机所用链轮的设计风格也是形状简单、无花栏或花栏、无排泥槽或排泥槽较浅,其优点是铸造工艺性好、不容易出现裂纹,如图 3 所示。

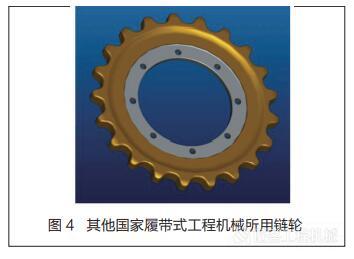
其他国家履带式工程机械所用链轮,其特点也是无花栏、无排泥槽、形状简单,其优点是铸造工艺性好、不容易出现裂纹,如图 4 所示。
3 原因分析
铸件产生裂纹的一般原因有铸件壁厚不均匀、结构圆角偏小或 2 个直角相交等不合理设计。结构圆角偏小容易导致应力集中,形成裂纹。形状复杂、厚壁不均匀,造成在浇注过程中冷却速度不均匀,金属溶液填充效果不好,不利于形成补缩的温度梯度。温度分布极不均匀,厚度大的部位容易产生较大变形并形成裂纹。
分 析 认 为, 由 于 8190-MK-AS001 型 和8190-MO-AS001 型链轮的形状复杂,造成其铸造工艺性差,铸造后容易产生裂纹。链轮为铸钢件,其机械性能优于铸铁,但其铸造性能不如铸铁。为防止铸钢材质的链轮产生裂纹,应使其壁厚均匀、无尖角和直角,结构力求简单。
4 改进方法
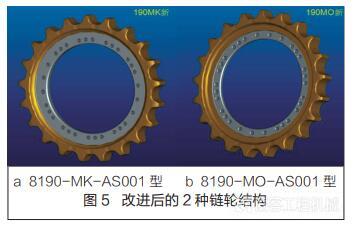
根据原因分析,我们通过技术攻关,对8190-MK-AS001 型和 8190-MO-AS001 型链轮铸造毛坯的结构及加工工艺进行了改进。设计方面,简化结构形状,去掉花栏,将排泥槽变浅,适当加大圆角。为了实现铸件顺序凝固,工艺方面将厚度较大的部位朝上并在其顶部设置冒口,以建立自下而上的凝固顺序,有利于形成补充的温度梯度,可有效防止裂纹的产生。改进后这 2 种型号链轮的结构如图 5 所示。
5 改进效果
我们对改进后的这 2 种链轮进行了试制验证。验证结果表明,改进后的 8190-MK-AS001型和 8190-MO-AS001 型链轮的裂纹率分别由40%、20% 降至 1.58%、0.68%。
作者:王志成、郝淑敏、王宏权、闫召君
来源:《工程机械与维修》2018年第6期
 工程机械与维修
工程机械与维修 今日工程机械
今日工程机械
修机|履带式工程机械链轮产生裂纹的原因及改进方法
匠客工程机械 评论(0)
来源:匠客工程机械
1 裂纹现象
履带式工程机械由链轮驱动履带实现行走,因此链轮是履带式工程机械的重要受力部件。产品质量检验结果表明,我公司某些型号履带式工程机械所用链轮的裂纹率较高,其中 20t 级 8190-MK-AS001 型链轮裂纹率高达40%,20t 级 8190-MO-AS001 型链轮裂纹率高达 20%。链轮裂纹率居高不下,给公司的产品质量、经济效益和企业形象带来不良影响。
2 市场调研
为 了 查 找 链 轮 产 生 裂 纹 的 原 因, 我 们进 行 了 市 场 调 研。8190-MK-AS001 型 和8190-MO-AS001 型链轮根据欧美相关简图设计,其主要特点是设有花栏、排泥槽较深,其缺点是形状复杂、铸造工艺性较差、容易产生裂纹。裂纹率高的 2 种链轮如图 1 所示。
而小松 PC200 型 20T 级挖掘机链轮上没有花栏,且排泥槽较浅,如图 2 所示。小松其他吨位挖掘机所用链轮的设计风格也是形状简单、无花栏或花栏、无排泥槽或排泥槽较浅,其优点是铸造工艺性好、不容易出现裂纹,如图 3 所示。
其他国家履带式工程机械所用链轮,其特点也是无花栏、无排泥槽、形状简单,其优点是铸造工艺性好、不容易出现裂纹,如图 4 所示。
3 原因分析
铸件产生裂纹的一般原因有铸件壁厚不均匀、结构圆角偏小或 2 个直角相交等不合理设计。结构圆角偏小容易导致应力集中,形成裂纹。形状复杂、厚壁不均匀,造成在浇注过程中冷却速度不均匀,金属溶液填充效果不好,不利于形成补缩的温度梯度。温度分布极不均匀,厚度大的部位容易产生较大变形并形成裂纹。
分 析 认 为, 由 于 8190-MK-AS001 型 和8190-MO-AS001 型链轮的形状复杂,造成其铸造工艺性差,铸造后容易产生裂纹。链轮为铸钢件,其机械性能优于铸铁,但其铸造性能不如铸铁。为防止铸钢材质的链轮产生裂纹,应使其壁厚均匀、无尖角和直角,结构力求简单。
4 改进方法
根据原因分析,我们通过技术攻关,对8190-MK-AS001 型和 8190-MO-AS001 型链轮铸造毛坯的结构及加工工艺进行了改进。设计方面,简化结构形状,去掉花栏,将排泥槽变浅,适当加大圆角。为了实现铸件顺序凝固,工艺方面将厚度较大的部位朝上并在其顶部设置冒口,以建立自下而上的凝固顺序,有利于形成补充的温度梯度,可有效防止裂纹的产生。改进后这 2 种型号链轮的结构如图 5 所示。
5 改进效果
我们对改进后的这 2 种链轮进行了试制验证。验证结果表明,改进后的 8190-MK-AS001型和 8190-MO-AS001 型链轮的裂纹率分别由40%、20% 降至 1.58%、0.68%。
作者:王志成、郝淑敏、王宏权、闫召君
来源:《工程机械与维修》2018年第6期
敬请关注 《工程机械与维修》&《今日工程机械》 官方微信
更多精彩内容,请关注《工程机械与维修》与《今日工程机械》官方微信