1 故障现象
某型挖掘机投放市场一段时间后,部分挖掘机燃油箱安装座端部出现焊缝开裂故障,造成燃油箱底部钢板出现裂缝,导致燃油箱漏油。燃油箱底部钢板开裂位置如图 1 所示。

2 故障排查
燃油箱底座焊缝开裂造成燃油箱底部钢板开裂并漏油,主要有以下 2 方面原因:一是燃油箱底座焊缝存在焊接质量问题,二是燃油箱底座结构不合理。为此我们进行了以下排查。
2.1 检查燃油箱底座焊缝质量
燃油箱底座由厚度为 4.5mm 的 Q235B 钢板折弯成槽形,再将两边采用断续焊的方法焊接在燃油箱底部,焊缝为角焊缝,焊脚尺寸为4mm。为了判断焊接质量是否符合技术要求,我们分别对开裂位置的焊缝进行超声波探伤和断面剖切检查,经过探伤和检查焊缝质量良好,不存在焊接缺陷。
2.2 检查燃油箱底座受力情况
我们应用 ANSYS 仿真软件,对挖掘机工作时燃油箱底座受力情况进行分析。分析结果显示,挖掘机在进行挖掘时燃油箱底座仅受到压力,焊缝受力较小。挖掘机在进行回转时燃油箱底座受到较大的横向载荷,焊缝受力较大。尤其是燃油箱加满燃油、挖掘机做连续回转动作时,燃油箱与底座的焊缝会受到很大的横向冲击力及拉应力。
燃油箱通过底座固定在挖掘机回转平台上,在挖掘机进行回转时,燃油箱和燃油产生的离心力以及燃油箱内部燃油晃动时的冲击力,都集中到底座上,使燃油箱底座焊缝受力较大。特别是挖掘机做回转动作的启动和停止瞬间,底座焊缝承受的冲击力更大。通过仿真分析发现,燃油箱底座受到的冲击力并不是均匀分布到底座上,而从底座中间至两端逐渐增大,最大的受力位置集中于底座的两端,造成底座两端的焊缝出现应力集中,挖掘机长工作时间较长后就会导致其焊缝开裂。
如果燃油箱底座焊缝开裂初期不能及时发现,随着焊缝开裂的延伸,会造成燃油箱底板母材出现裂缝,从而导致燃油的泄漏。由此可见,造成燃油箱漏油主要原因是燃油箱底座结构设计不合理,使其端部位置出现应力集中,从而引发该故障。
3 燃油箱修复方法
查明故障原因后,我们迅速对所有已销售该型挖掘机的燃油箱进行了检查,并对出现裂缝的燃油箱进行了修复,具体修复方法如下所述。
3.1 修复裂缝
首先将燃油箱底座切割下来,找到燃油箱箱体发生裂缝的位置,某个燃油箱底板裂缝如图 2 所示。

修复燃油箱底部裂缝的方法如下:
先使用磨光机沿裂缝磨出沟槽,再用焊机将沟槽填平,最后将焊缝打磨平整。由于燃油箱箱体板厚为 4.5mm,所磨沟槽过深容易切透,过浅焊接不够牢固,所以磨削深度以3mm 为宜。
3.2 增加 U 形板
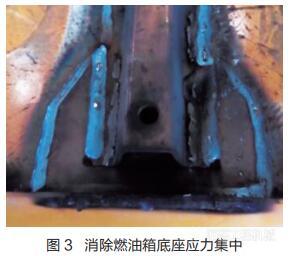
为了解决燃油箱底座端部焊缝应力集中问题,我们在燃油箱底座端部补焊 1 块 U 形板,U 形板周圈焊接在燃油箱底板上,使燃油箱底座的受力由 2 个端部,转变为均匀分布到燃油箱底板上,达到增加受力面积的效果。为了消除焊接收弧时造成的应力集中,燃油箱底座端部预留 5mm 不予焊接。消除燃油箱底座应力集中的方法如图 3 所示。
4 燃油箱底座改进方法
4.1 改进结构
为了避免以后制作的燃油箱底座再次出现开裂故障,需从减小应力集中入手改进其结构。为此,我们将燃油箱底座改进为模具模压成型的凹槽结构,这样就可以保证底座四周均可以焊接,以增加焊缝长度,减小焊缝受力,且能保证各条焊缝受力均匀,由此避免了底座端部焊缝出现应力集中问题。
4.2 重新设计焊缝
为了加强燃油箱底座焊缝受力能力,我们根据燃油箱箱体尺寸重新设计焊缝,使底座两端焊缝与燃油箱箱体侧面的焊缝连成一体,这样不仅可以有效消除焊缝应力集中,而且在挖掘机回转时可使底座的受力均匀地传递到燃油箱侧面。改进后的燃油箱底座结构及焊接方法如图 4 所示。

5 改进效果
上述燃油箱修复方法和新燃油箱底座改进方法实施后生产的该型号挖掘机,已有 1000 多台的市场保有量,这些挖掘机有的工作时间已超过 8000h,再没有出现过燃油箱底座开裂、燃油箱漏油问题。
作者:朱东烈 魏敬成 王成
来源:《工程机械与维修》2018年第4期
 工程机械与维修
工程机械与维修 今日工程机械
今日工程机械
修机|某型挖掘机燃油箱底座的结构改进
匠客工程机械 评论(0)
来源:匠客工程机械
1 故障现象
某型挖掘机投放市场一段时间后,部分挖掘机燃油箱安装座端部出现焊缝开裂故障,造成燃油箱底部钢板出现裂缝,导致燃油箱漏油。燃油箱底部钢板开裂位置如图 1 所示。
2 故障排查
燃油箱底座焊缝开裂造成燃油箱底部钢板开裂并漏油,主要有以下 2 方面原因:一是燃油箱底座焊缝存在焊接质量问题,二是燃油箱底座结构不合理。为此我们进行了以下排查。
2.1 检查燃油箱底座焊缝质量
燃油箱底座由厚度为 4.5mm 的 Q235B 钢板折弯成槽形,再将两边采用断续焊的方法焊接在燃油箱底部,焊缝为角焊缝,焊脚尺寸为4mm。为了判断焊接质量是否符合技术要求,我们分别对开裂位置的焊缝进行超声波探伤和断面剖切检查,经过探伤和检查焊缝质量良好,不存在焊接缺陷。
2.2 检查燃油箱底座受力情况
我们应用 ANSYS 仿真软件,对挖掘机工作时燃油箱底座受力情况进行分析。分析结果显示,挖掘机在进行挖掘时燃油箱底座仅受到压力,焊缝受力较小。挖掘机在进行回转时燃油箱底座受到较大的横向载荷,焊缝受力较大。尤其是燃油箱加满燃油、挖掘机做连续回转动作时,燃油箱与底座的焊缝会受到很大的横向冲击力及拉应力。
燃油箱通过底座固定在挖掘机回转平台上,在挖掘机进行回转时,燃油箱和燃油产生的离心力以及燃油箱内部燃油晃动时的冲击力,都集中到底座上,使燃油箱底座焊缝受力较大。特别是挖掘机做回转动作的启动和停止瞬间,底座焊缝承受的冲击力更大。通过仿真分析发现,燃油箱底座受到的冲击力并不是均匀分布到底座上,而从底座中间至两端逐渐增大,最大的受力位置集中于底座的两端,造成底座两端的焊缝出现应力集中,挖掘机长工作时间较长后就会导致其焊缝开裂。
如果燃油箱底座焊缝开裂初期不能及时发现,随着焊缝开裂的延伸,会造成燃油箱底板母材出现裂缝,从而导致燃油的泄漏。由此可见,造成燃油箱漏油主要原因是燃油箱底座结构设计不合理,使其端部位置出现应力集中,从而引发该故障。
3 燃油箱修复方法
查明故障原因后,我们迅速对所有已销售该型挖掘机的燃油箱进行了检查,并对出现裂缝的燃油箱进行了修复,具体修复方法如下所述。
3.1 修复裂缝
首先将燃油箱底座切割下来,找到燃油箱箱体发生裂缝的位置,某个燃油箱底板裂缝如图 2 所示。
修复燃油箱底部裂缝的方法如下:
先使用磨光机沿裂缝磨出沟槽,再用焊机将沟槽填平,最后将焊缝打磨平整。由于燃油箱箱体板厚为 4.5mm,所磨沟槽过深容易切透,过浅焊接不够牢固,所以磨削深度以3mm 为宜。
3.2 增加 U 形板
为了解决燃油箱底座端部焊缝应力集中问题,我们在燃油箱底座端部补焊 1 块 U 形板,U 形板周圈焊接在燃油箱底板上,使燃油箱底座的受力由 2 个端部,转变为均匀分布到燃油箱底板上,达到增加受力面积的效果。为了消除焊接收弧时造成的应力集中,燃油箱底座端部预留 5mm 不予焊接。消除燃油箱底座应力集中的方法如图 3 所示。
4 燃油箱底座改进方法
4.1 改进结构
为了避免以后制作的燃油箱底座再次出现开裂故障,需从减小应力集中入手改进其结构。为此,我们将燃油箱底座改进为模具模压成型的凹槽结构,这样就可以保证底座四周均可以焊接,以增加焊缝长度,减小焊缝受力,且能保证各条焊缝受力均匀,由此避免了底座端部焊缝出现应力集中问题。
4.2 重新设计焊缝
为了加强燃油箱底座焊缝受力能力,我们根据燃油箱箱体尺寸重新设计焊缝,使底座两端焊缝与燃油箱箱体侧面的焊缝连成一体,这样不仅可以有效消除焊缝应力集中,而且在挖掘机回转时可使底座的受力均匀地传递到燃油箱侧面。改进后的燃油箱底座结构及焊接方法如图 4 所示。
5 改进效果
上述燃油箱修复方法和新燃油箱底座改进方法实施后生产的该型号挖掘机,已有 1000 多台的市场保有量,这些挖掘机有的工作时间已超过 8000h,再没有出现过燃油箱底座开裂、燃油箱漏油问题。
作者:朱东烈 魏敬成 王成
来源:《工程机械与维修》2018年第4期
敬请关注 《工程机械与维修》&《今日工程机械》 官方微信
更多精彩内容,请关注《工程机械与维修》与《今日工程机械》官方微信